GoatThroat Pumps for Manufacturing
GoatThroat® Pumps is helping businesses meet compliance requirements and get a competitive edge via specialty drum pumps for manufacturing. Our solvent transfer pumps can aid in your spill-prevention measures and help to reduce workplace hazards and incidents. That means a reduction in waste, a safer environment for workers and a better reputation for your enterprise.
Are you looking for a better way to transfer or decant liquids at your manufacturing facility? Our pumps are used as the transfer pumps for flammable liquids such as acetone, MEK, alcohols, solvents, and many more substances.
Find the right Pump
With experience in designing suitable hand pump equipment for over two thousand chemicals, GoatThroat can provide the most efficient pumps and adapters made with the right materials for your system. We can custom configure the right chemical pump transfer to handle your industrial chemical reserves effectively and efficiently. Our pump solutions also help your company to comply with regulations around the health and safety standards of handling and storing hazardous chemical material.

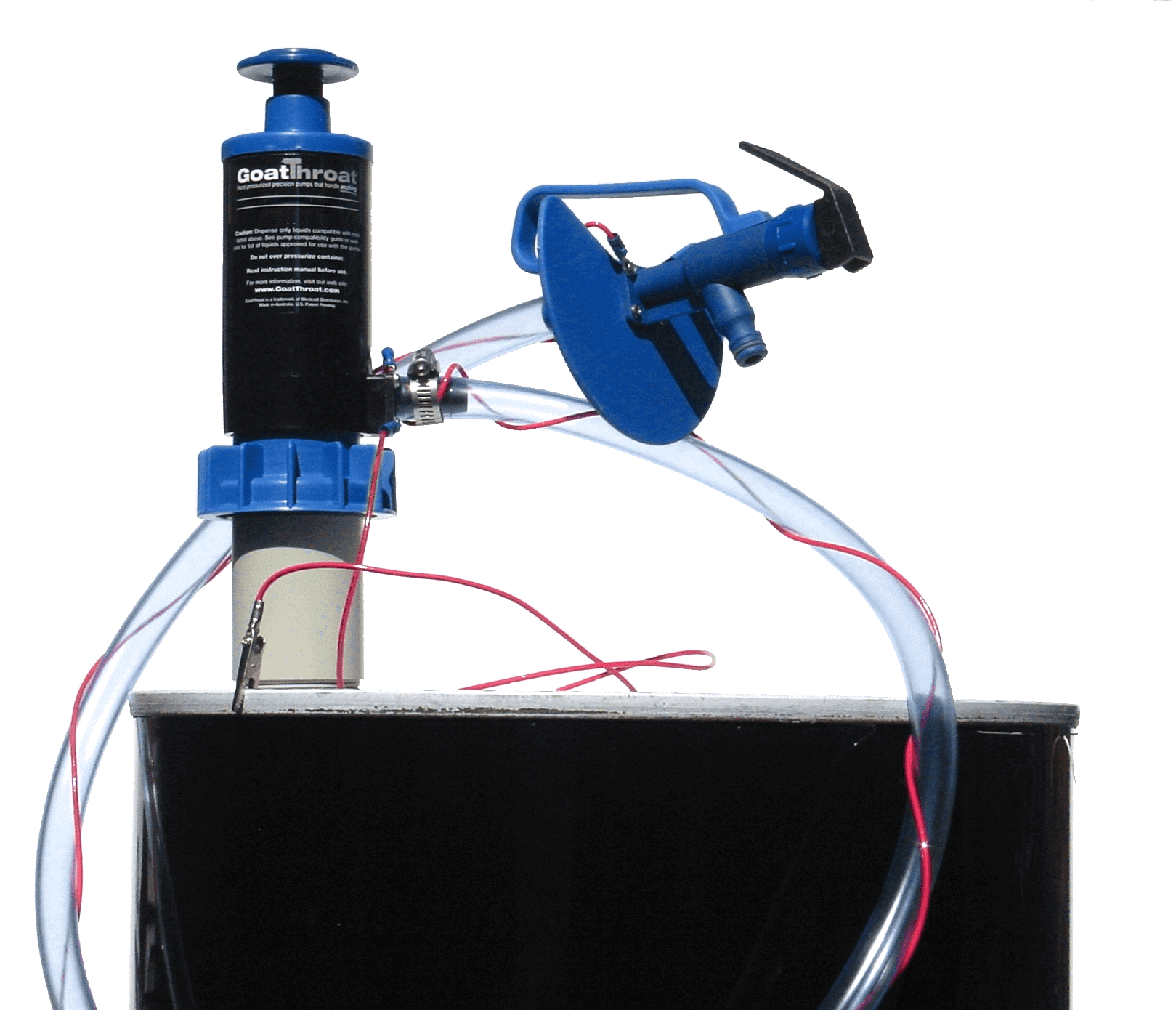
Safely Transfer Chemicals in Manufacturing Facilities
Discover how GoatThroat can provide an easy method for the transfer of solvents. Our long-lasting, durable, and emissions-free pumps are ideal for manufacturing facilities that handle a wide variety of liquids. In addition, they meet all mainstream compliance requirements from national and international regulating agencies. That includes UN safety standards. Our pumps have a lifespan of 10 to 15 years. What’s more, they provide a spill-proof and virtually emissions-free way to transfer liquids. One feature that is especially important for manufacturing environments is the way GoatThroat pumps are designed to drain containers fully dry. That means that containers in your facility can be considered empty according to the standards of the Resource Conservation and Recovery Act (RCRA).
Manufacturing Pump Applications
GoatThroat Pumps can provide durable and safe hand drum fluid transfer pumps, barrel pumps, syphon pumps, and fluid hand pumps to meet your manufacturing floor needs such as:
- Application, transfer, and storage of cleaning chemicals
- Application of machinery lubricants
- Safe transfer and storage of hazardous industrial chemicals
- Handling and Application of other chemicals like Ammonia, Additives, Strong Acids, and Diesel
Drum and Barrel Transfer
Manufacturing chemicals are often stored and transported in large barrel drums. They are cumbersome objects to deal with. With our 55 gallon drum hand pump, your chemical handlers can work around hard-to-reach locations without the need for positioning electronic equipment or heavy motors. GoatThroat has several different barrel and drum pump designs to accommodate capability with different chemical materials. They are designed to be easily attached and used for safe transfer to other containers or fluid hand pump drums.
These hand pumps offer more direct control over the rate of flow. This means chemical handlers can be more precise with the transfer and application of industrial-use chemicals. Higher precision will lead to more efficient use of chemical reserves and lower the cost of chemical usage. Our designs ensure the barrels and drums used to store hazardous chemicals remain properly sealed and provide a controlled flow of chemical transfer. They also drain the containers down to the last drop which helps to limit chemical waste and disposal costs.
Our drum and barrel transfer pumps are designed to stand the test of time. GoatThroat pumps are structurally durable and made to last. Your operation will only need to purchase new pumps to expand the factory floor or on rare occasions of damage caused by factory accidents. With consistent quality and efficiency, our pumps can fulfill your chemical storage and transfer needs while helping to cut operational costs.
View our drum adapters, siphon pumps, and other chemical transfer equipment using our chemical guide, or contact us for help in determining the best product solutions for your manufacturing operation’s needs.
Case Studies.
Improving Chemical Process Safety
“When your products’ manufacturing processes involve mixing chemicals, your workers’ safety and EPA compliance are always at the forefront of the business,” said Brad Dagy owner of Ridgway Industries. Dagy's Pennsylvania based company manufactures cleaners and detergents for both home and industrial use. A few close calls with chemical spills made Dagy realize that a manufacturing process that involved tipping and taping heavy 55-gallon drums of chemicals, leaky spigots and transfer containers meant that injury and chemical disaster were always one slip-of-hand away. Spills threaten worker and environmental safety as much as they did the bottom line in costly liquid inventory waste and lost production time. Taking cues from the EPA?s information on Process Hazard Analysis, Dagy's safety manager searched the Internet, finding a cost-effective solution from Westcott Industries in their award-winning GT Multi-Pump Dispensing System. The System enabled Ridgway to dispense multiple chemicals at a rate of 4gpm from...
The High Cost of Exposing Workers to Chemicals at Point of Use
Every day industrial workers transfer potentially hazardous chemicals, such as solvents, acetones, lubricants, cleansers, and acids, from large drums into smaller containers, or into machinery. This transfer of chemicals at the point of use, however, can have serious consequences when manual ?tip-and-pour? techniques or poorly designed pumps are used. Whether the chemicals are toxic, corrosive, reactive, flammable, emit volatile organic compounds (VOCs), or are even potentially explosive, the danger of accidental contact, even for short periods, can pose a severe hazard to workers. In addition to the potential for injury, there can also be serious financial ramifications for the facility involved. The risks include cost to treat injuries or perform cleanup, as well as workers? compensation claims, potential liability, OSHA fines, loss of expensive chemicals and even facility/production shutdown. ?It can be catastrophic to a company if toxic or highly flammable material is accidentally released at the point of use,?...
Precision Wire Manufacturer Solves Emissions Issues
Putting Solvents in their Place Manufacturer Makes Huge Improvements to Chemical Storage Practices Thanks to GoatThroat Old ways of doing business are acceptable today if they comply with regulations and get the job done efficiently. A Florida-based manufacturer was unable to meet both of those goals in its production process for precision wire and ultra-fine wire used in microelectronic and semiconductor applications. "This company's initial challenge was to protect the workers and limit the downside risks of damages, hefty fines and litigation fees, and public relations disasters ? and save money," said Nancy Westcott of Westcott Distribution Inc. The production process uses numerous solvents and coatings that must be transferred from 55-gallon drums to transfer containers. Resource Conservation and Recovery Act compliance Workers tapped and tipped the drums and then dispensed the chemicals from leaky spigots into open transfer containers, with additional handling required to transfer the fluids to their...
Important Safety and Money-Saving Reasons to Replace Old Pumps
Disinfection Agents, Sanitizers and Industrial Chemicals: GoatThroat Pumps Highlights Important Safety and Money-Saving Reasons to Switch Out Old Pumps and Outdated Pumping Protocols ABC REPORTS: March 17, 2020 ? GoatThroat Pumps recently focused attention on spill hazards, promoting its proprietary, innovative pumping design as the one-stop solution for liquid-chemicals pumping hazards, with special focus on production and dispensing of critical, high demand disinfection liquids. An in-depth article and accompanying videos explore various safety hazards in the workplace, underscoring the biggest reasons why GoatThroat Pumps is rapidly dominating the pumping industry: increased safety, assured compliance with regulatory agencies, increased employee productivity, and money-saving sustainability. Best Practices for Using and Manufacturing Sanitizers, Disinfection Agents, and Industrial Chemicals "Safety has always been a major reason why our pumps do so well in a wide variety of workplaces, and why our pumps are now being used in Europe," said Nancy Westcott, President of GoatThroat...