A Cleaning Chemical Manufacturing Case Study:
Ridgway Industries of Pennsylvania is a manufacturer of industrial and household cleaners. Their product line consists of household and industrial cleaning products, from dishwashing detergents to floor strippers and power washing solutions. All of them are chemical based.
Ridgway’s manufacturing process involved workers tipping and tapping heavy 55-gallon drums of chemicals and dispensing from leaky spigots into open transfer containers with additional handling required to transfer the fluids to point of use. The gravity fed process involved threading the brass fixture into the small bung in the top of the drum, threading a vent into the large bung, placing the drum on a roll down drum fixture and tipping the drum into the horizontal position for dispensing.
There are many inherent difficulties with the gravity-fed spigot system. First, the spigots can clog up easily and can be difficult to remove. It can be very labor intensive and awkward to remove the fluid from the drum. Secondly, it is difficult to control the flow rate from the drum. Further, leaks are common with the spigot system, which contributes to fugitive inventory loss. Finally, this system does not allow for complete removal of all fluid from the drum, soadditional labor and handling is required to make the drum R.C.R.A. empty (Resource Conservation and Recovery Act)..
According to Ridgway owner Brad Dagy, “A chemical disaster was always just one slip-of-hand away”. The consequences, Dagy knew, threatened employees and the environment as much it did his bottom line in terms of employee safety and inventory waste.
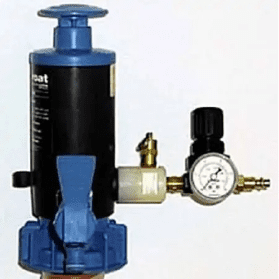
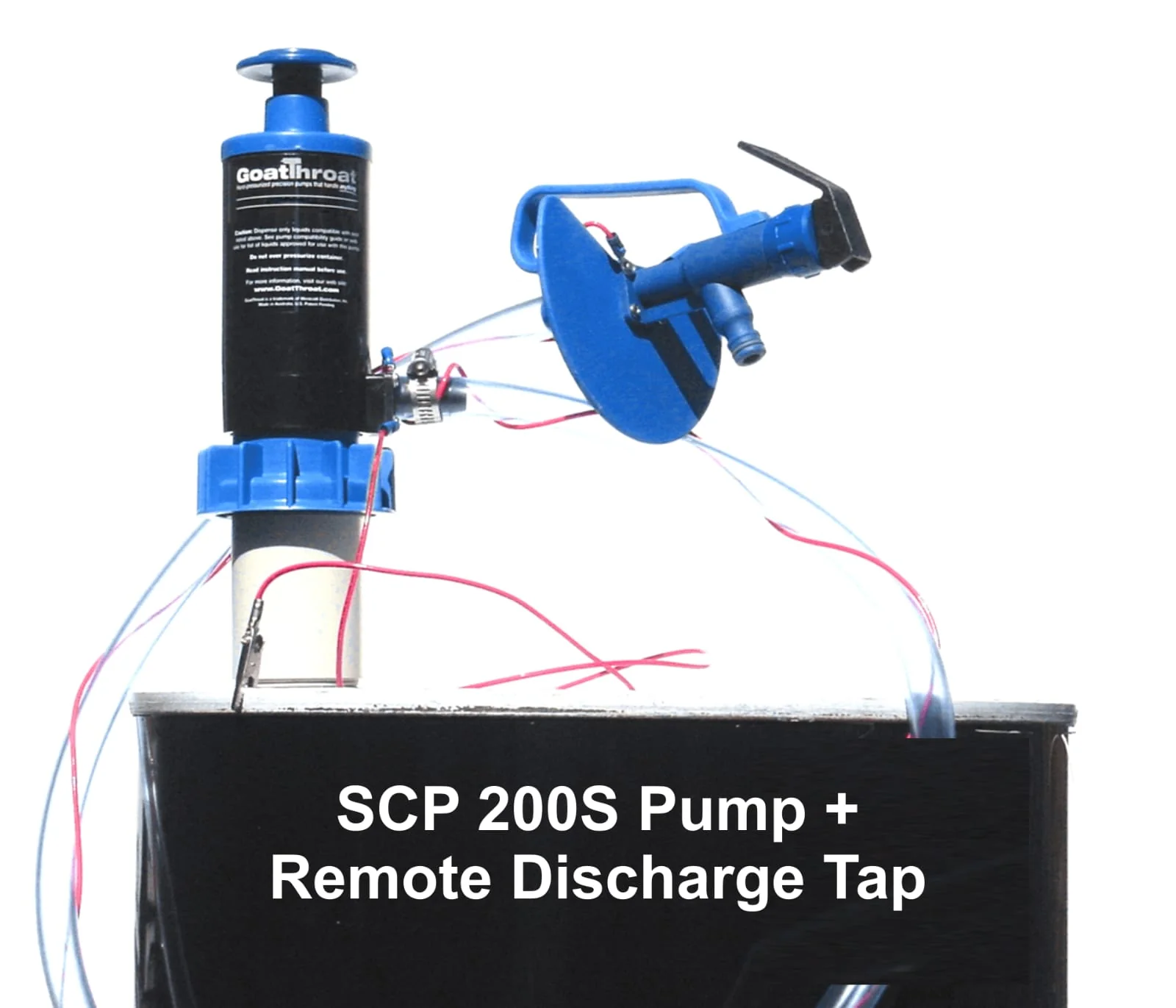
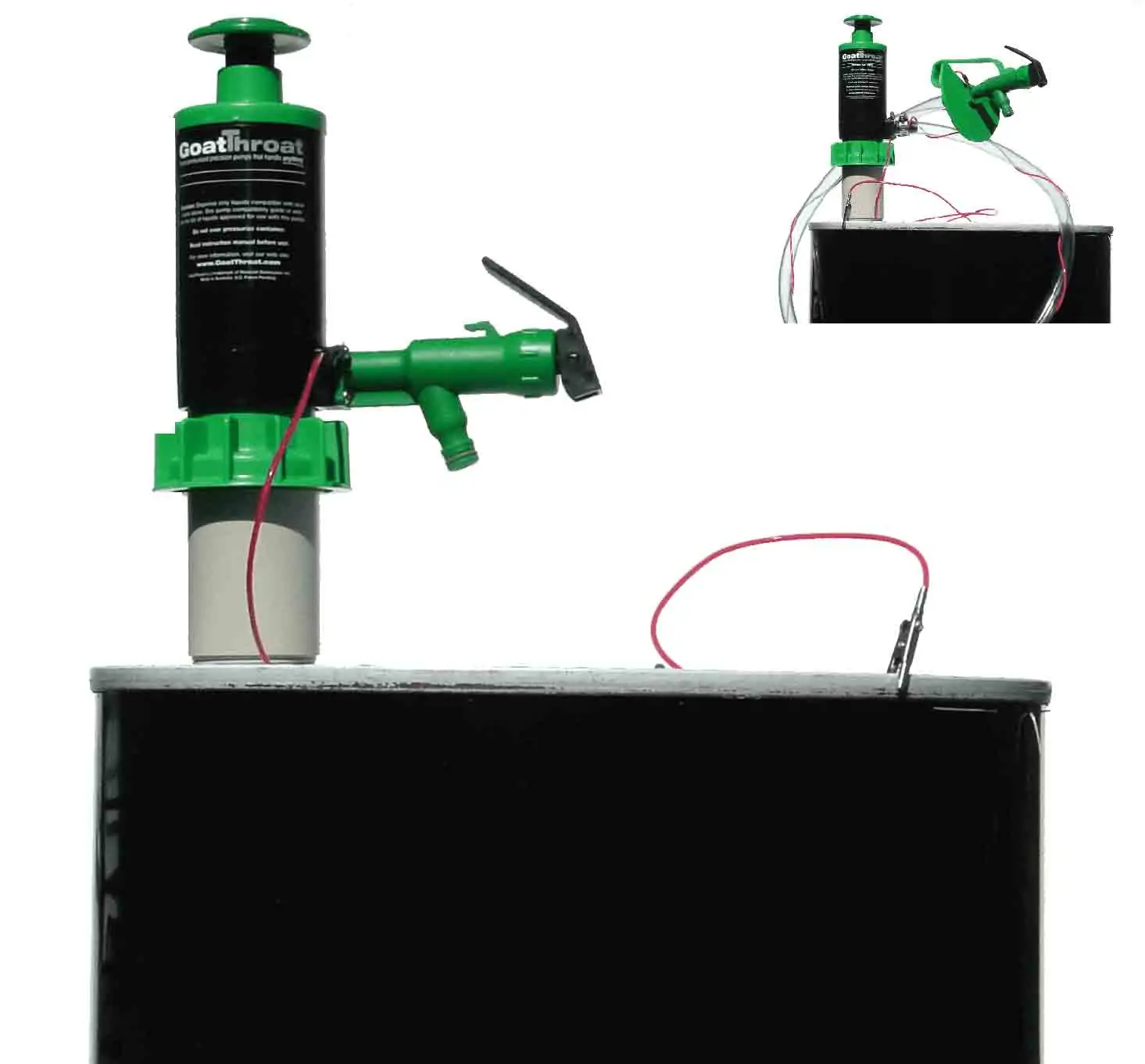
A few close calls prompted Dagy to seek out a new chemical handling solution. Taking cues from the EPA’s information on Process Hazard Analysis, Dagy found a systematic way for he and his safety manager to identify and analyze the significance of potential hazards associated with the processing or handling of highly hazardous chemicals. The two men reviewed the shop’s equipment and the manufacturing processes and found that both needed improvement. The crux of both solutions was found in a chemically compatible and environmentally compliant transfer pump system. The system utilized a single shop air-line set at 4psi to run multiple pumps. With the new system in place, Ridgeway’s new detergent manufacturing process can transfer fluid chemicals directly to their point of use and allow them to be dispensed accurately from a spring-activated nozzle.
The system is simple and efficient in providing the ability to safely dispense multiple chemicals directly from their individual upright drums at a rate of 4gpm. Adding the use of the pumps also changed the manufacturing process by saving time and eliminating dangerous tipping, splashing, spilling or transporting open containers of chemicals. An unanticipated benefit is in the pump’s ability to empty the drums of chemicals to he RCRA (Resource Conservation and Recovery Act) compliant standard. And when properly maintained, the pumps last 10 years, which minimizes waste disposal.
In its efforts to improve safety and chemical handling processes, Ridgway has made significant strides in sustainability through improved worker safety, safer chemical handling, improved pollution prevention and VOC reduction, while providing substantial contributions to the company’s bottom line. The company has been safely and more efficiently pumping chemicals without incident since 2006.