Diverse Food Markets Demand Diverse Technical Solutions
Innovative Transfer Pump is a New Ingredient in an Old Family Recipe
While major manufacturers measure line production in thousands of gallons per hour, food processing entrepreneurs may only need a few gallons of a given ingredient every 60 minutes. Nonetheless, reliable pumping is a prerequisite, and corrosion and abrasion-resistant pump components can contribute to product quality as their business builds.
Stancatos’s restaurant exemplifies the entrepreneurial category. A Cleveland area mainstay since 1938, Stancato’s began bottling its spaghetti sauce and Italian salad dressing for diners who wanted to enjoy the toppings at home. Last year, the firm branched out into the retail distribution and acquired a former canning in Canton, OH to meet growing demand. “We were pouring ingredients into a bucket from a 55-gallon drum weighing about 400 lbs.,” recalls Scott Six, the plant’s production manager. “It was a two-man job, inconvenient, and hard work.” Like many manufacturers before him Mr. Six concluded a pump was the solution; the only question was, what level of complexity?
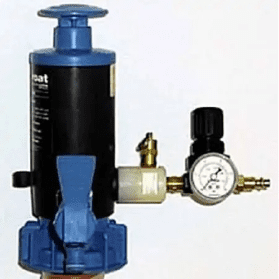
An air pressurized pump powered by a shop-air compressor and equipped with a release valve to maintain drum pressure between 2 and 7 psig was the answer. “There’s no pulsing, and at four gallons a minute, it is plenty of volume for our purposes,” reports Six. Olive oil and red-wine vinegar are among the ingredients being transferred.
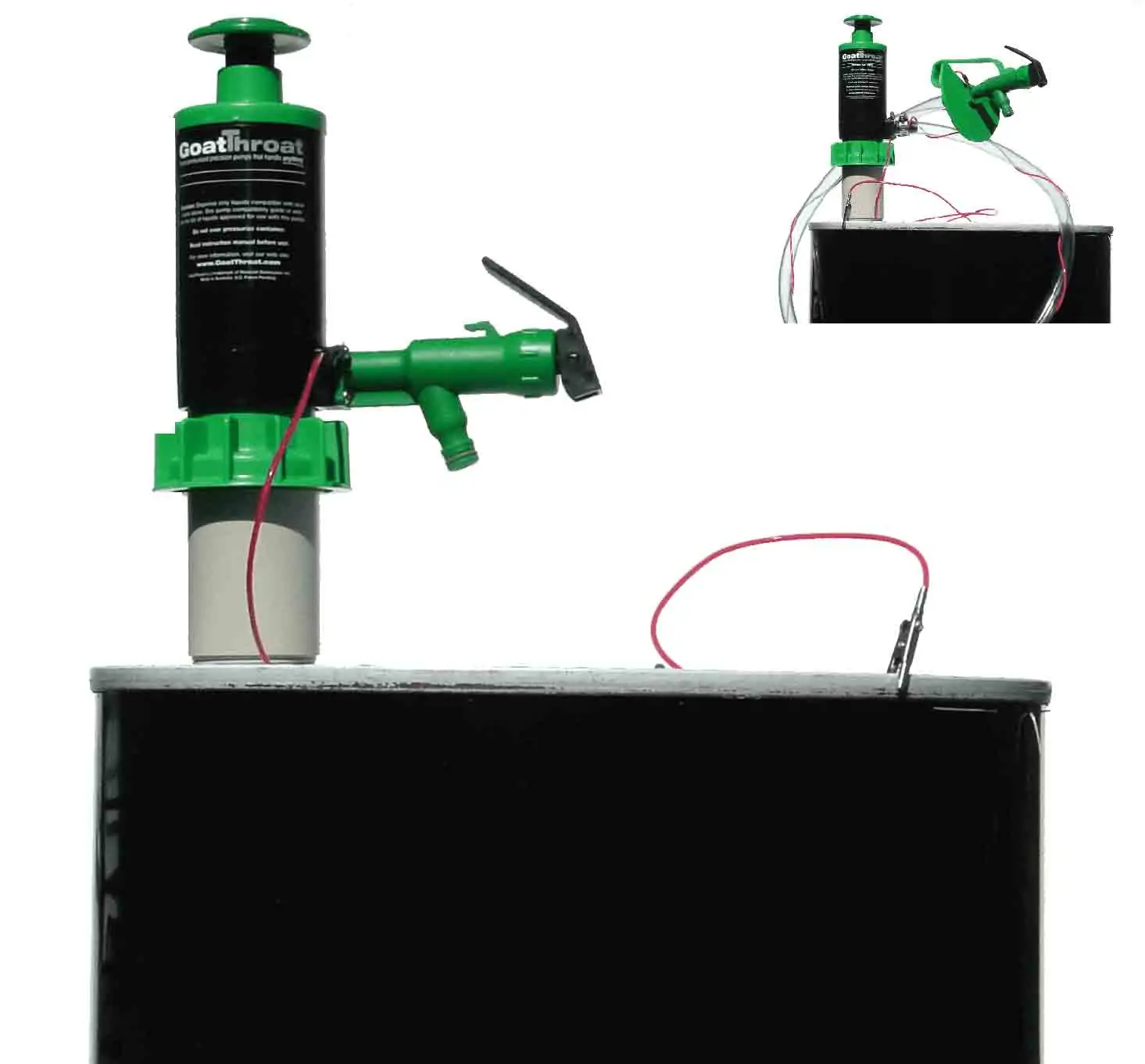
“I describe it as a beer tap for chemicals, ” says Nancy Westcott, president of New York based GoatThroat Pumps. – a description that makes her investors cringe but which quickly explains the spring actuated pump’s concept. Westcott purchased the molds and manufacturing rights to the 2-lb. pump from a defunct South African firm, renamed it the GoatThroat and partnered with three comanufacturers to fabricate four food grade versions Stancatos’s is the first US food client, though Australia’s Yalumba Winery and other overseas companies have used the self-priming pump since their introduction in 1997.
Easy cleanability and replaceable o-ring make the units a good fit for good plants, though Westcott say any manufacturer dealing with drum transfer can use them. And material construction makes them appropriate in any application where chemical degradation is a concern.
GoatThroat™ Pumps have been widely used in a broad range of manufacturing and laboratory applications, as well as in food production in several overseas locations, including Australia’s Yalumba Winery. Stancato’s use of GoatThroat™ products marks the first time the pumps have been used in US food manufacturing.
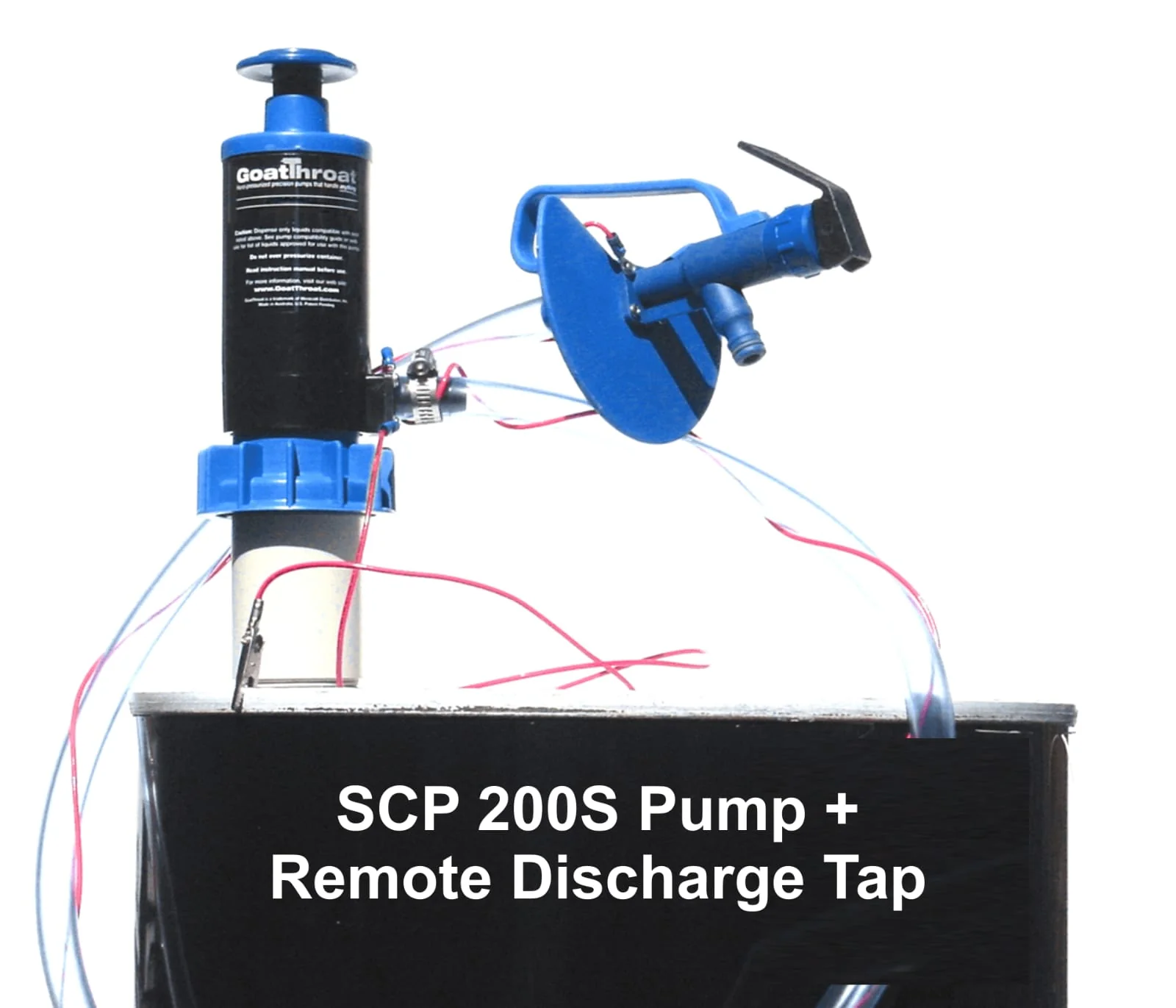
Made of chemical grade polypropylene, all components of GoatThroat™ Pumps meet U.S. FDA requirements under CFR Title 21, sections 170-199. The pumps can be used to dispense over 700 different fluids in any industry application that requires easy, safe and cost-effective fluid transfer/decanting. With a unique range of adapters for just about any opening, GoatThroat™ Pumps can pressurize any container from 5 to 55-gallons in seconds. And with an optional remote tap system, a pump can easily deliver fluids in a controlled manner at up to a distance of ten feet from the drum.