The High Cost of Exposing Workers to Chemicals at Point of Use
The tip-and-pour method, as well as poorly designed pumps, can expose workers to injury and companies to significant financial losses
Every day industrial workers transfer potentially hazardous chemicals, such as solvents, acetones, lubricants, cleansers, and acids, from large drums into smaller containers, or into machinery. This transfer of chemicals at the point of use, however, can have serious consequences when manual “tip-and-pour” techniques or poorly designed pumps are used.
Whether the chemicals are toxic, corrosive, reactive, flammable, emit volatile organic compounds (VOCs), or are even potentially explosive, the danger of accidental contact, even for short periods, can pose a severe hazard to workers.
In addition to the potential for injury, there can also be serious financial ramifications for the facility involved. The risks include cost to treat injuries or perform cleanup, as well as workers’ compensation claims, potential liability, OSHA fines, loss of expensive chemicals and even facility/production shutdown.
“It can be catastrophic to a company if toxic or highly flammable material is accidentally released at the point of use,” says Deborah Grubbe, PE, CEng, and founder of Operations and Safety Solutions, a consulting firm specializing in industrial safety. “Companies have to assume that if something can go wrong during chemical transfer, it will, and take appropriate precautions to prevent what could be significant consequences.”
Spiraling Costs of Loss of Containment
Grubbe, who has 40 years of experience working in the chemical, oil and gas industries, including at DuPont, NASA, and for the U.S. military, says “Any time you lose containment, you have an issue that can spiral out of control.”
Corrosive chemicals, for example, can burn skin or flesh. Some chemicals are toxic when touched or inhaled. Cyanotic agents, for instance, can be particularly dangerous or even fatal, since they rob the body of oxygen.
Many chemicals are flammable as well and can be ignited by even the smallest spark from nearby motors or other mechanical equipment. “There is no such thing as a small fire in my business,” says Grubbe.
In addition to cost of cleanup or treating injuries, there are also indirect costs that can be incurred. These include supervisors’ time to document the incident and respond to any added government inspection or scrutiny, as well as the potential for temporary shutdown of the facility.
“The indirect costs can be as much as 2-4 times the direct costs,” says Grubbe. “Not to mention potential liability, workers’ compensation issues, regulatory fines or potential actions from OSHA or the EPA.”
Chemical Transfer Techniques
Traditional practices of transferring liquid chemicals suffer from a number of drawbacks.
Manual techniques, such as the tip-and-pour method, are still common today. Tipping heavy barrels, however, can lead to overpouring or the barrel toppling.
“Some companies choose to transfer of chemicals manually, but it is extremely difficult to control heavy drums,” cautions Grubbe. “I’d recommend against it because of the probability of a spill is so high.”
Although a number of pump types exist for chemical transfer (rotary, siphon, lever-action, piston and electric), most are not engineered as a sealed, contained system. In addition, these pumps can have seals that leak, are known to wear out quickly, and can be difficult to operate, making precise volume control and dispensing difficult.
In contrast, sealed pump systems can dramatically improve the safety and efficiency of chemical transfer.
“A sealed, contained system is ideal when dealing with a toxic, flammable, or corrosive liquid,” says Grubbe. “With sealed devices, like GoatThroat pumps, you can maintain a controlled containment from one vessel to another.”
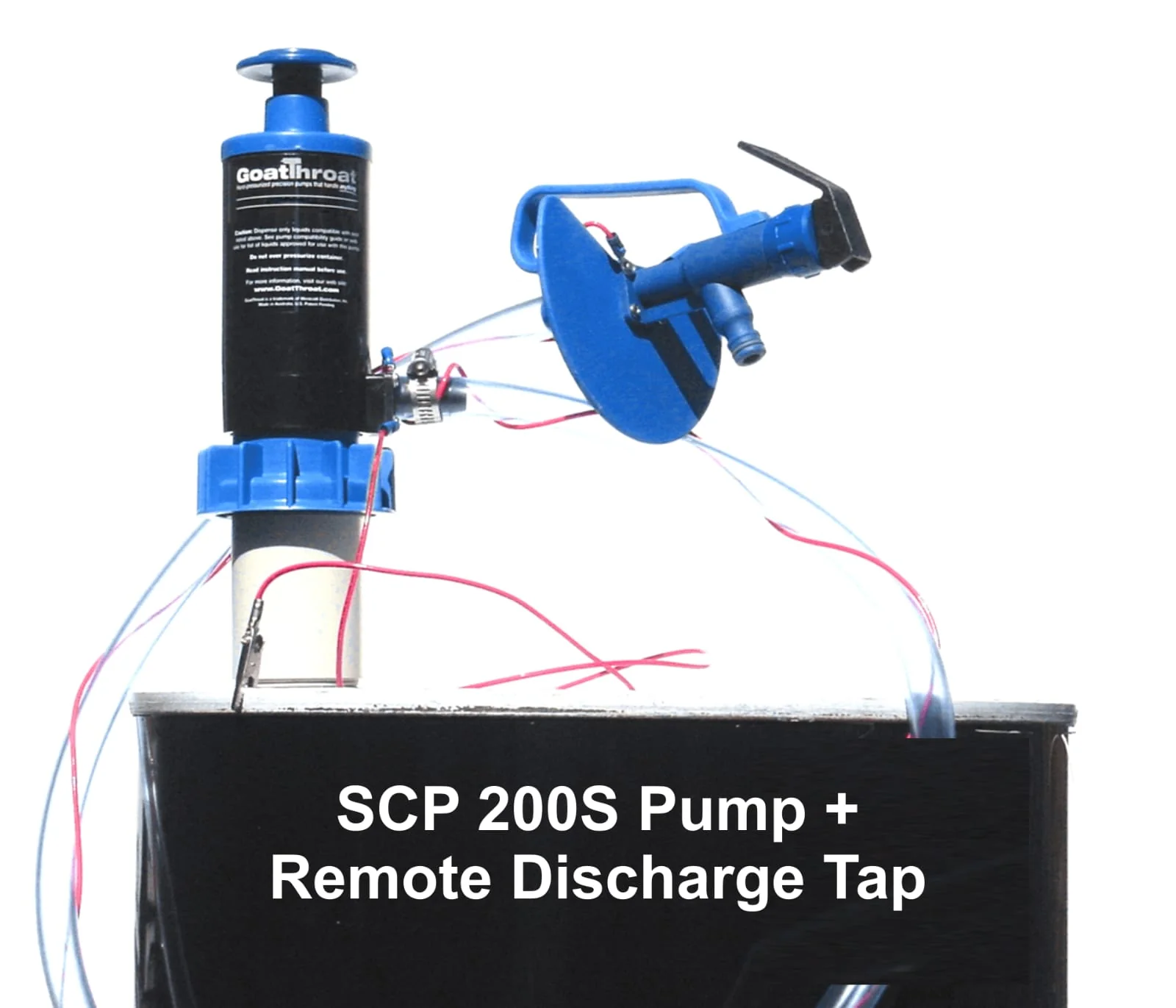
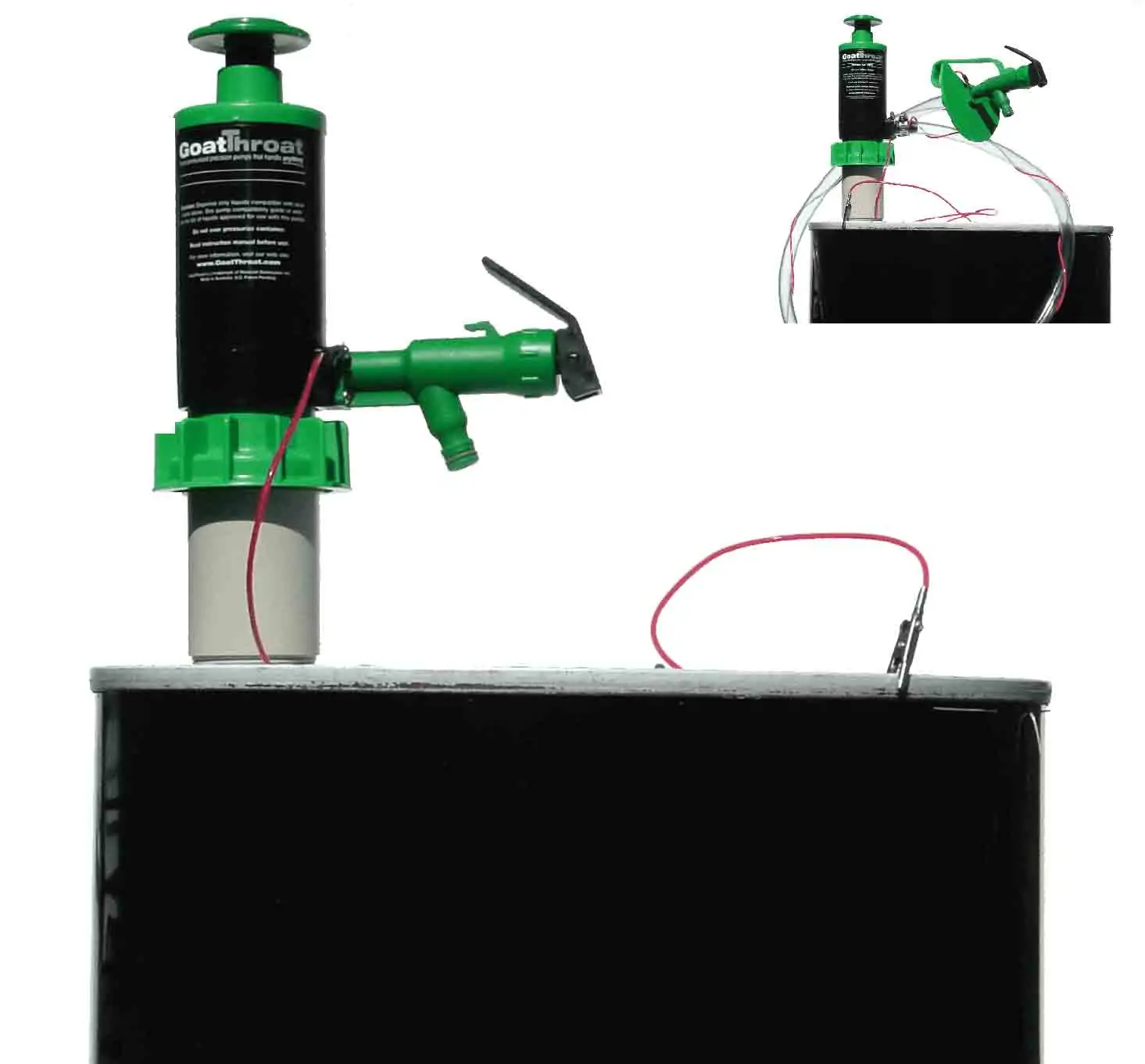
Small, versatile, hand-operated pressure pumps, such as those manufactured by GoatThroat Pumps, are engineered to work as a sealed system. The pumps can be used for the safe transfer of over 1400 industrial chemicals, including the most aggressive acids, caustics and solvents.
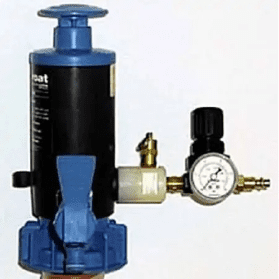
These pumps function essentially like a beer tap. The operator attaches the pump, presses the plunger several times to build up a low amount of internal pressure, and then dispenses the liquid. The tap is configured to provide precise control over the fluid delivery, from slow (1ML/ 1 oz.) up to 4.5 gallons per minute, depending on viscosity.
Because such pumps use very low pressure (<6 PSI) to transfer fluids through the line and contain automatic pressure relief valves, they are safe to use with virtually any container from 2-gallon jugs to 55-gallon drums.
Adoption of Sealed Pump Systems
East Coast Precision Manufacturing is a precision plastic part fabricator that machines many types of plastics such as acetal, abs, acrylic, nylon, PVC, PTFE, phenolics and poly-carbonate.To improve the safety and efficiency of one of its processes, the Chester, Conn.-based com-pany sought to upgrade from a manual tip-and-pour method of transferring chemicals from a 5-gallon drum into a designated vessel.“We wanted to avoid the potential strain or spillage of pouring from a 5-gallon drum,” says Chris Marchand, an East Coast Precision Manufacturing engineer. “We needed a pump that was able to safely contain and resist aggressive chemicals.”As part of his online research, Marchand decided to utilize a sealed chemical pump system.“Because the pump system is sealed and uses low pressure to transfer chemicals, it prevents overpouring, spills and leaks and keeps any potential VOCs contained,” says Marchand. “We have found that it minimizes clean up and eliminates wasted inventory and content evaporation.”Marchand appreciates that an available version of the pump is safe to use around flamma-bles because it is static-conductive while another version is explosion-proof, though those capabilities are not required for his process.He notes that the sealed pump system is easy to use, since operators only need to pump the plunger a few times and then open a tap.“It is a much safer, more controlled approach than trying to lift and pour chemicals from a heavy 5-gallon drum,” concludes Marchand. “We expect to get many years of use from our labor-efficient, flow engineered system.”
About the author: Nancy Westcott is president of Westcott Distribution Inc., which manufactures hand-pressured Goat Throat™ pumps for commercial and industrial safe handling of liquids and chemicals
THE BUSINESS CASE FOR SAFETY AND SUSTAINABILITY
Manufacturers inherently use process chemicals and are always searching for the best, most efficient ways to handle them. Why? Because better fluid handling ultimately means greater productivity. Now, add the increase in environmental, health, and safety regulations (EHS) to the manufacturers search for a competitive and effective handling solution, and what do you get? As Ixion Ceramics’ EHS co-coordinator David Kuster discovered, you get one of GoatThroat’s unique hand-pressurized precision pumps.
Ixion Ceramics, Inc. the Chattanooga, Tennessee-based subsidiary of Ixion Technologies, Inc. is a leading designer and manufacturer of microcircuit packaging for telecommunications, military, aerospace, satellite communications, and other high tech applications. The company manufactures precision-engineered technical ceramics and metals in two buildings totaling over 100,000 square feet. Ceramic materials are prepared as “tape” or “pastes”, while metals are prepared solely as “pastes”. The process of making ceramic tape begins by milling precise amounts of raw materials into homogeneous slurry – a mixture that is principally ceramic powder of controlled particle sizes combined with organic binders and solvents. The slurry is then poured onto a carrier and passed under a blade to produce a uniform coating. Once dried, this material becomes a ceramic-loaded “tape” which is easily handled in rolls or sheets for unfired processing. Metal pastes, prepared the same way, are subsequently used for screen-printing on green ceramic tape to form electronic circuits, while the ceramic paste is used as screen-printed dielectric layers. These electronic circuits can then be layered on each other to form 3-dimensional ceramic packages, which are then fired and plated – thus producing the final part. Ixion’s customers then populate these ceramic packages with electronic components to be used in their final applications.
Observing industry-standard facilities and safety considerations are a key component of Ixion’s fluid management program. The process chemicals are housed in a substantial, environmental containment facility which will hold upwards of 6000 gallons of fluids in the event of a spill or a flood.
With safety in mind and because of the flammable nature of the organic process solvents, Ixion has made it a policy that neither electric motors nor pumps can be used with or near these fluids. Most of the process chemicals and fluids arrive at the plant in 55 gallon containers. Until recently, many of these fluids were dispensed using a gravity fed system. Ixion Ceramics is now using GoatThroat pumps to manage alcohols and assorted cleaning solvents, including Toluene.
The alcohols are used in the production of the liquid ceramic “slip” used to manufacture the ceramic tape. The cleaning solvents are used for various clean-up procedures in the tape casting and screen-printing departments. When handling the fluids and drums, the workers are protected from splashing by aprons, gloves and safety goggles, and safety environmental spill containment pallets are in place in the event that any local containment of spills is required.
The hand operated GoatThroat pumps have recently replaced several gravity-fed brass fixtures in Ixion’s operation. The gravity fed process involved threading the brass fixture into the small bung in the top of the drum, threading a vent into the large bung, placing the drum on a roll down drum fixture and tipping the drum into the horizontal position for dispensing.
There are many inherent difficulties with the gravity-fed spigot system. First, the spigots can clog up easily and can be difficult to remove. It can be very labor intensive and awkward to remove the fluid from the drum. Secondly, it is difficult to control the flow rate from the drum. Further, leaks are common with the spigot system, which contributes to fugitive inventory loss. Finally, this system does not allow for complete removal of all fluid from the drum, so additional labor and handling is required to make the drum R.C.R.A. ready (Resource Conservation and Recovery Act). With GoatThroat, Ixion Ceramics is able to make all of its containers R.C.R.A. ready, which means that the drums have no more than two inches of product left in the drum after dispensing operations are completed. According to David Kuster, “These pumps will literally leave a few ounces of fluid in the bottom of the drum and that is a very good thing when you are paying for chemicals by the pound and or gallon. Our company was leaving approximately 5 to 8 gallons in the drums when we were utilizing the brass (horizontal drum caddy) set up and that was returned to the company that we bought it from. Then we had to pay for that much product again so what a great cost saver to be able to utilize that extra product thanks to the GoatThroat “”
The employees at Ixion Ceramics, Inc. appreciate how much easier fluid handling is with GoatThroat Pumps. Several people have commented that dispensing their own chemicals no longer daunts them. According to David Kuster, “Now the drums can stay in the upright position. This greatly reduces the handling of the drums, injuries to our workers and, guess what? No more leaking drum fittings. The GoatThroat pumps are a definite improvement for my Safety Program. These pumps nearly drain a drum dry. This helps on the disposal end when every drum is already RCRA empty and ready to be disposed of.” Almost every negative aspect of handling organic solvents in an explosion proof environment is addressed by the GoatThroat technology.